Методика стыковки конвейерных лент.
Общая информация
Резинотканевая конвейерная лента стыкуется в кольцо методом вулканизации или склейки
Предварительно край ленты подготавливается специальным методом. Она для этого может быть разделана поступенчато косым или прямым методом.
Наиболее простая подготовка края ленты это при перпендикулярный способе разделки ленты. А наиболее качественная - это косой ступенчатый способ разделки края лены.
Ширина ступенек при ступенчатой разделке конвейерной ленты должна быть не менее 100 мм для лент БКНЛ-65, не менее 150 мм для лент ТК-100 и не менее 250 мм для лент ТК-200.
В остальных случаях необходимо следовать рекомендациям ГОСТ20-85.
При стыковке конвейерной ленты в кольцо не следует забывать, что разделка встык всегда ослабляет ленту т. к. в сечении ленты рабочих кордовых слоев всегда на 1 слой меньше.
Для увеличения прочности шва преимущественно используется ступенчатая разделка, прямая или косая методом внахлест. При этом общая толщина ленты в стыке увеличивается и получается так называемая ступенька.
Исходя из вышесказанного, стыковщик конвейерных лент выбирает способ разделки наиболее подходящий для данного конвейера с учетом всех вышеперечисленных параметров .

Стыковка резитнотканевых конвейерных лент методом вулканизации
Материалы
- Клеи и вулканизационные жидкости Т, Т-4 – однокомпонентные растворы без отвердителя. Срок хранения до 18 мес.
- Сырая резина прослоечная. Имеет разную толщину, производится разными РТИ-заводами. Срок хранения у разных производителей разный, не более 18 мес.
- Сырая резина обкладочная. Имеет разную толщину, производится разными РТИ-заводами. Срок хранения у разных производителей разный, не более 18 мес.
Вышеуказанные материалы предназначены для всех стандартных конвейерных лент на резинотканевой основе.
Область применения материалов для вулканизации горячим способом
Стандартные конвейерные ленты
Вулканизация горячим способом применяется для одно- и многослойных кон лент с тканевой несущей основой
и обкладочными слоями на основе:
- натурального каучука
- стиролбутадиеного каучука
- изопренового каучука
- бутадионового каучука
- или их смесей
Огибаемость конвейерной ленты вокруг приводных и натяжных барабанов.
В случае сомнения запрашивайте тип резины у поставщика конвейрной ленты. Стык может быть произведен в стационарных условиях – мастерской или непосредственно на месте (на конвейере) у заказчика.
Инструменты и оборудование
- Натяжное устройство для ленты
- ручная лебедка
- самозахватный механизм
- струбцина
- измерительная рулетка
- слесарная линейка (металлическая)
- уголок 90град металлический
- нож для резины
- нож строительный с отламывающейся лезвием
- транспортир (угломер)
- нож для надреза тканевых слоев выдвижной
- крючок для расслоения тканевых слоев
- щипцы
- захватные клещи
- прикаточный ролик
- шерохователь
- науглошлифовальные машины
- вулканизационный пресс
- разметочный карандаш (мелок)
Внешние условия
Стыковку необходимо выполнять в сухом защищенном от пыли осадков прямого солнечного света, ветра.
Меры безопасности
Соблюдайте меры предосторожности, внимательно ознакомьтесь с предупредительными надписями на емкостях с растворителями и жидкими материалами/
Конструкция и размеры стыковых соединений.
Формы стыковых соединений
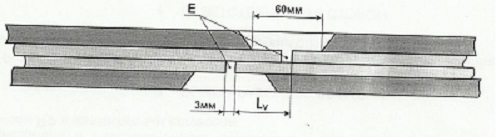
Стыки конвейерных лент могут быть выполнены в виде стыков внахлест (для одно- и двухслойных лент), ступенчатых лент (многослойных лент).
При изготовлении соединения ленты с косым стыком (0,3 ширины ленты) улучшаются условия работы соединения под нагрузкой и условия прохождения валов и скребков.
Выбор направления разделки ступеней
- Стык движется вдоль «задира»
Рекомендуется именно этот вариант использования ленты
- Стык движется против «задира»
Используется на реверсивных конвейерах, а так же в конвейерах со сложной запасовкой ленты.
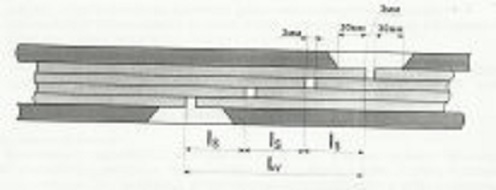
Выбор длины ступеней разделки лент
Выбор длины ступеней при соединении внахлест
Для однослойной ленты:
Ширина ленты,
мм | длина ступеней,
мм |
| 200 | 250 |
| 400 | 300 |
| 500 | 350 |
Для двухслойной ленты:
Ширина ленты,
мм | длина ступеней,
мм |
| 200 | 2х125 |
| 400 | 2х150 |
| 500 | 2х175 |
| 